 获取报价
获取报价
 语言选择
语言选择
 English
English 日本語
日本語 한국어
한국어 Español
Español عربى
عربى русский
русский Deutsch
Deutsch 中文简体
中文简体










钛丝
钛丝描述:
钛丝经过多道拉拔工序加工而成,涵盖多种规格的钛及钛合金丝材。包括0.20-0.28mm的吻合口钛丝、0.8-4.0mm的骨科和牙科用直丝、0.6mm和0.75mm的纯钛丝用于钛夹,以及工业钛焊丝等系列产品。
我们库存有各种钛丝,包括全系列商用纯钛丝和医用钛丝。我们可按所需长度供应钛丝。
邮箱:fxyin@chinazhsm.com
联系我们
|
牌号 |
TA1G、TA2G、TA3G、TA4G、TC4、TC4 ELI、TC20 |
|
标准 |
GB/T13810-2017、ASTM F67、ASTM F136 |
|
直径(毫米) |
0.2~7.0mm |
|
形状 |
直导线、线圈、线轴 |
|
状态 |
退火态 (M) |
|
表面 |
光亮面 |
可根据需求定制各种直径、公差和性能的优质钛丝
钛丝特点:
钛丝加工后缩口小、扩口小、尺寸一致性高;
表面光洁度高,免除二次加工;
高光、高强、高扭转,实现了缩口小,圆度佳,公差精。
GB/T13810-2017 化学要求:
|
牌号 |
名义化学成分 |
化学成分(质量分数)% |
||||||||||||||||||||||
|
主要成分 |
杂质、不大于 |
|||||||||||||||||||||||
|
Ti |
Al |
Si |
V |
Mn |
Fe |
Ni |
Cu |
Zr |
Nb |
Mo |
Ru |
Pd |
Sn |
Ta |
Nd |
Fe |
C |
N |
H |
O |
其他元素 |
|||
|
单一 |
总和 |
|||||||||||||||||||||||
|
TA1G |
工业纯钛 |
余量 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
0.20 |
0.08 |
0.03 |
0.015 |
0.18 |
0.1 |
0.40 |
|
TA2G |
工业纯钛 |
余量 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
0.30 |
0.08 |
0.03 |
0.015 |
0.25 |
0.1 |
0.40 |
|
TA3G |
工业纯钛 |
余量 |
- |
- |
|
- |
|
|
|
|
|
|
|
- |
- |
- |
- |
0.30 |
0.08 |
0.05 |
0.015 |
0.35 |
0.1 |
0.40 |
|
TA4G |
工业纯钛 |
余量 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
0.50 |
0.08 |
0.05 |
0.015 |
0.4 |
0.1 |
0.40 |
|
TC4 |
Ti-6Al-4V |
余量 |
5.50~6.75 |
- |
3.5~4.5 |
- |
|
|
|
|
|
|
|
- |
- |
- |
- |
0.30 |
0.08 |
0.05 |
0.015 |
0.2 |
0.1 |
0.40 |
|
TC4 ELI |
Ti-6Al-4V ELI |
余量 |
5.5~6.5 |
- |
3.5~4.5 |
- |
|
|
|
|
|
|
|
- |
- |
- |
|
0.30 |
0.08 |
0.03 |
0.015 |
0.25 |
0.1 |
0.40 |
|
TC20 |
Ti-6Al-7Nb |
余量 |
5.5~6.5 |
- |
|
- |
|
|
|
|
6.5~7.5 |
|
|
- |
|
≤0.5 |
|
0.25 |
0.08 |
0.05 |
0.009 |
0.2 |
0.1 |
0.40 |
GB/T13810-2017 退火机械性能:
|
牌号 |
直径/mm |
拉伸强度(Rm/MPa) |
屈服强度(Rp0.2/MPa) |
伸长率(A/%) |
断面收缩率(Z/%) |
|
TAIGELI |
0.5~<1.6 |
≥200 |
─ |
≥18 |
─ |
|
1.6~<3.2 |
≥200 |
≥140 |
≥18 |
─ |
|
|
3.2~7.0 |
≥200 |
≥140 |
≥30 |
≥30 |
|
|
|
0.5~<1.6 |
≥240 |
─ |
≥15 |
─ |
|
1.6~<3.2 |
≥240 |
≥170 |
≥15 |
─ |
|
|
3.2~7.0 |
≥240 |
≥170 |
≥24 |
≥30 |
|
|
|
0.5~<1.6 |
≥400 |
─ |
≥12 |
─ |
|
1.6~<3.2 |
≥400 |
≥275 |
≥12 |
─ |
|
|
3.2~7.0 |
≥400 |
≥275 |
≥20 |
≥30 |
|
|
|
0.5~<1.6 |
≥500 |
─ |
≥10 |
─ |
|
1.6~<3.2 |
≥500 |
≥380 |
≥10 |
─ |
|
|
3.2~7.0 |
≥500 |
≥380 |
≥18 |
≥30 |
|
|
|
0.5~<1.6 |
≥580 |
─ |
≥8 |
─ |
|
1.6~<3.2 |
≥580 |
≥485 |
≥15 |
─ |
|
|
3.2~7.0 |
≥580 |
≥485 |
≥15 |
≥25 |
|
|
TC4 |
1.0~7.0 |
≥930 |
≥860 |
≥10 |
─ |
|
TC4 ELI |
1.0~7.0 |
≥860 |
≥795 |
≥10 |
─ |
|
TC20 |
1.0~7.0 |
≥900 |
≥800 |
≥10 |
─ |
|
直径/mm |
直径允许偏差/mm |
|
|
高精度 |
普通精度 |
|
|
0.5~3.0 |
﹣ |
0,﹣0.06 |
|
>3.0~6.0 |
0,﹣0.018 |
0,﹣0.08 |
|
>6.0~7.0 |
0,﹣0.022 |
0,﹣0.10 |
|
注:高精度直径允许偏差仅适用于直丝。 |
||
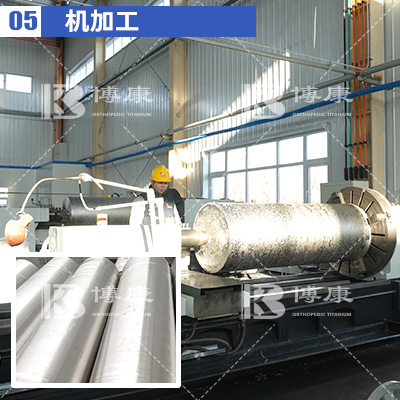
钛丝生产流程
海绵钛→压制电极→电极焊接→三重VAR熔炼→机加工→锻坯→轧坯→在线矫直→无心车床→拉丝→细钛丝拉丝→产品标记→包装→发货












钛丝包装
卷丝:用珍珠棉(可发性聚乙烯)卷绕包裹后,装入木箱包装。
直丝:将钛丝装入塑料袋,放入塑料直筒桶内,然后装入木箱包装。
CNAS全球认可的检测能力
博康特材成立的目的是成为医疗、航空航天和其他工业市场的主要材料供应商。公司必须以尽可能高的标准运营才能实现这一目标。
博康特材致力于致力于通过遵守和超越要求来保持并不断提高质量管理体系的有效性。“惟质量至上,做行业精品”我们公司的质量方针。我们的产品和我们的名字的完整性取决于每位员工保持最高的行为标准并遵守既定的质量标准。
在最终成品出厂前,博康钛材料会对产品进行严格的检测:
首先,取样做成品的H含量检测及金相组织、低倍、性能、硬度测试;
其次,对产品100%进行在线激光测径、涡流探伤检测;
第三,对产品进行100%超声波检查,确保产品无内部及浅表面缺陷;
第四,100%对产品表面、尺寸进行人工复检及粗糙度测试;
第五,喷码标记以便发货。
整个检查过程的目的就是确保成品“零”缺陷。









|
全流程自主生产 从原料熔炼到成品,全程采用高端设备自主生产,确保每一种材料都符合标准。 |
超高品质保证 公司通过ISO13485:2016、ISO 9001国际质量管理体系认证,公司实验室通过ISO/IEC 17025:2017认证 |
专业研发团队,经验丰富 拥有超过18年的钛行业经验,我们拥有一支经验丰富、技术精湛的研发团队。 |
|
严格的测试流程 我们精密的检测仪器,有效剔除不合格产品,确保所有产品在交货前完全满足客户的要求。 |
强大的生产能力 我们的年生产能力超过500吨,可以满足不同客户不同采购数量的需求。 |
支持OEM/ODM定制 我们拥有强大的研发团队,可根据客户提供的图纸或样品开发和生产产品。 |
钛丝应用:
钛丝通常用于
医疗植入物
手术器械
航空合金和应用
汽车应用
穿孔和配件
光学镜架
建筑应用
其他材料的覆层
螺栓和螺母
防腐网
 |
 |
 |
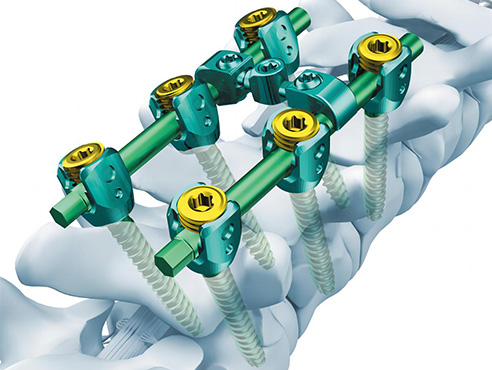 |
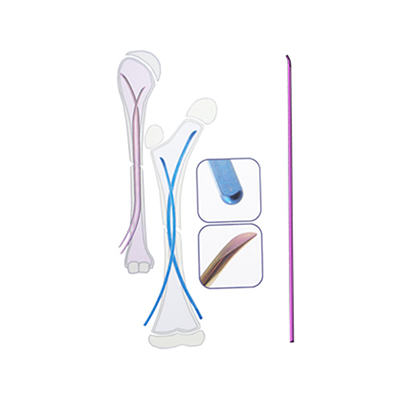
| 牙科植入物 | 克氏针 | 弹性髓内钉 | 脊柱内固定系统 |
 |
 |
 |
 |
| 骨钉骨板 | 吻合器 | 超声刀 | 骨固定装置 |
牌号:TA1G、TA2G、TA3G、TA4G、TC4、TC4 ELI、TC20
标准:GB/T13810-2017、ASTM F67、ASTM F136
直径(mm):0.2~7.0
形状:直线、线圈、线轴
状态:退火态 (M)
表面:光亮面

